

:为提高ZB47包装机组商标纸物料站的自动化运行水平,减轻操作人员劳动强度,利用C#技术开发自动呼叫服务程序,并对AGV工作流程和物料站工作流程进行相应设计,开发了一套ZB47包装机组商标纸物料站自动呼叫系统。该系统能根据物料站剩余商标纸数量对商标纸托盘发起空托盘回收、实托盘出库及余料返库等任务的申请,可以实现AGV与物料站之间的信号连锁,保障AGV安全的进出物料站执行取托盘、送托盘等任务。试验表明:自动呼叫系统减轻了操作人员的劳动强度,提高了商标纸供给的可靠性和及时性,物料站待料时间由人工呼叫模式下的1024s缩短到自动呼叫模式下的215.8s。
ZB47型包装机组是我国引进技术并自行制造的高速卷烟包装机组[1],设计生产速度 550 包/min[2] [3]。随着烟机技术快速发展和包装机组生产速度越来越高,其辅料的用量也越来越大,其中以小盒商标纸的消耗最多。供应商用牛皮纸将每500张小盒商标纸捆扎成一摞放置在托盘上,每个托盘放置135000张即270摞商标纸。以7.5h/班次生产时间计算,ZB47包装机组全速运行时,约需247500张商标纸,中间至少需要更换一次托盘。ZB47包装机组商标纸物料站是由上海烟草机械有限责任公司自主开发制造,可以实现商标纸从托盘到包装机组的自动转移、裁切、输送等功能[4],减轻了操作人员的劳动强度和企业的人工成本,同时提升了卷烟生产企业的现场管理水平[5]。
牛玉军通过研究机械手在盘纸供应拼接装置中的应用,利用机械手实现了盘纸的自动抓取、供应[6];李永胜等研究了物料搬运机械手的设计开发[7];杨鸿斌等研究了AGV(自动导引车)在卷烟包装辅料自动输送系统中的应用[8];段海峰等研究了AGV在注塑原料自动供应系统中的应用,AGV小车完成自动取料、自动运输、自动停驻、自动添料的工作[9]。但是针对物料站辅料自动呼叫和托盘的自动更换的相关研究较少。本文介绍了一种能根据物料站中托盘上商标纸剩余数量自动回收空托盘、呼叫新托盘的系统。该系统可提高商标纸供给的可靠性和及时性,减轻操作人员劳动强度,实现商标纸供给的全流程自动化。
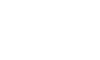
如图1所示,ZB47包装机组商标纸物料站主要由3D识别装置、工控机、控制系统、安全扫描仪、缓存平台、协作机器人、裁切系统等部分组成。
ZB47包装机组商标纸物料站的具体工作流程为,操作人员利用叉车将存放商标纸的托盘放置到物料站中规定位置,启动运行,3D识别装置对商标纸垛进行拍照、识别,控制系统根据裁切系统的需求向协作机器人发出动作指令,协作机器人按照3D识别装置计算出的坐标信息抓取相应的商标纸后放置到裁切系统的流入皮带上,裁切系统根据包装机组的物料需求对商标纸进行输送、裁切、整形等动作,最终输送到包装机组的商标纸料仓中。控制系统根据运行情况控制协作机器人放置或抓取缓存平台的商标纸,避免更换托盘引起的断料风险。当安全扫描仪检测到有外部侵入或者一层商标纸抓取完毕后,协作机器人返回原点,3D识别装置再次拍照,获取最新的商标纸摞或隔板坐标,协作机器人根据需求继续相应动作。托盘上商标纸抓取完毕后,控制系统给出报警信息,操作人员将空托盘取走,然后放置新托盘。
商标纸托盘的处理流程主要包括空托盘回收流程、实托盘出库流程和余料返库流程三种,操作人员根据实际需求在WMS(仓储信息管理系统)[10]上点击相应图标后,即可以呼叫AGV执行相应流程。
AGV是自动化物流系统的重要作业设备[11],当接收到货物搬运指令后,AGV控制器根据所存储的运行地图和AGV当前位置及行驶方向进行计算、分析,选择最佳的行驶路线,自动控制AGV的行驶和转向,到达装载货物目标点准确定位后,货叉机构动作,完成装货过程。然后AGV启动,驶向目标卸货点,准确定位后,货叉机构动作,完成卸货过程,并向NT8000(AGV调度系统) [12]报告其任务状态。
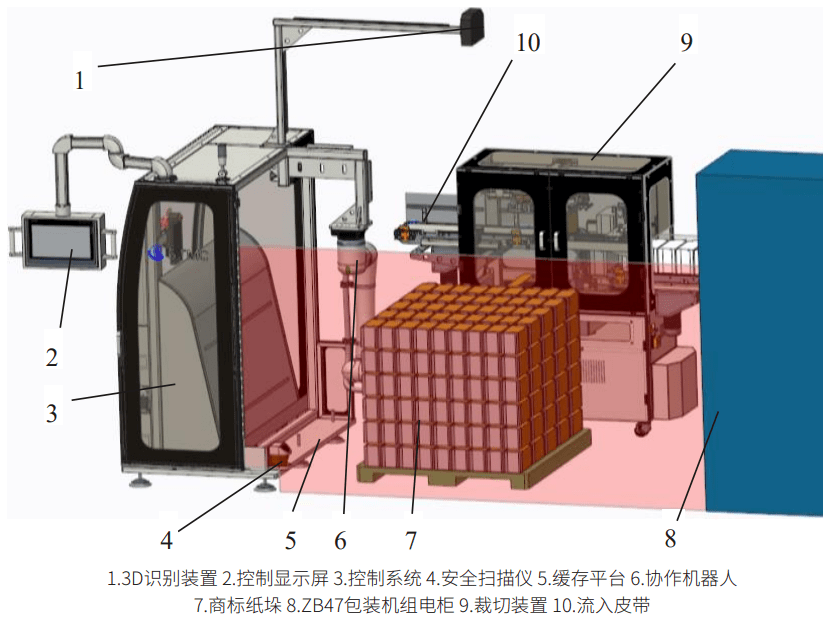
济南卷烟厂目前使用8台芬兰ROCLA公司生产的AGV小车,后由昆船智能技术股份有限公司对AGV单机系统和NT8000升级改造,可以实现卷包车间辅料的自动供给,具体参数如表1所示。
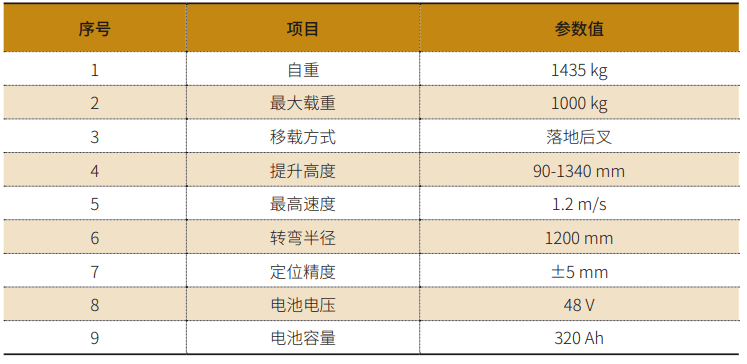
如图2所示,操作人员将物料站内使用完毕的托盘放置到物料站外的指定位置,利用现场要料终端的WMS点击相应的站台后发起空托盘回收任务,WMS将该任务下发给WCS(仓储信息调度系统)[13]并将任务进行分解,WCS向AGV下发回收空托盘任务,AGV到达站台位置后叉取空托盘,运送到输送机系统后向WCS给出任务段完成信号,输送机系统将托盘继续输送至托盘码分机,将托盘码垛备用或入高架库,空托盘回收流程结束。
如图2所示,AGV将空托盘叉取并向前运行一段距离后,向WCS更新任务状态,WMS上相应站台为空,表示可以呼叫新托盘,操作人员点击该站台后发起实托盘出库任务,WMS将该任务下发给WCS并将任务进行分解,WCS向堆垛机下发出库任务,堆垛机从高架库货位上叉取实托盘后放置到输送机上后报任务段完成,输送机系统将实托盘输送至出库口,WCS向AGV下发实托盘输送任务,AGV将实托盘运送至包装机组指定位置备用。
更换牌号、长时间停机等状况时,需要将未使用完毕的商标纸返回至高架库。如图2所示,操作人员在WMS上点击相应的站台并输入剩余商标纸数量后发起余料返库任务,WMS将该任务下发给WCS并将任务进行分解,WCS向AGV下发托盘输送任务,AGV到达站台位置后叉取托盘,运送到输送机系统后向WCS给出任务段完成信号,输送机系统将托盘继续输送至堆垛机入库口处,堆垛机根据WCS下发的任务将托盘放置到相应货位上。
通过分析物料站工作流程和托盘处理流程可以看出,商标纸托盘的回收、更换、返库任务发起和托盘在物料站内的转移需要操作人员手动完成,不能充分发挥物料站和AGV的自动化效能,增加了操作人员的劳动强度,当操作人员忙于处理包装机组故障时,容易出现托盘更换不及时引起的供应中断问题。
图3为物流系统与物料站系统的结构图,自动呼叫系统由安装在物料站工控机的自动呼叫服务作为核心,自动呼叫服务周期性检查物料站控制系统PLC中商标纸摞数量,当商标纸摞数量达到回收空托盘阈值时,自动呼叫服务判断站台及托盘的相应信息并向WMS发起相应任务,WMS通过WCS将任务下发给AGV调度系统NT8000,AGV执行相应任务,AGV到达物料站外后,NT8000通过其PLC与物料站控制系统PLC建立的硬件连锁进行信号交互,判断是否可以进入物料站。
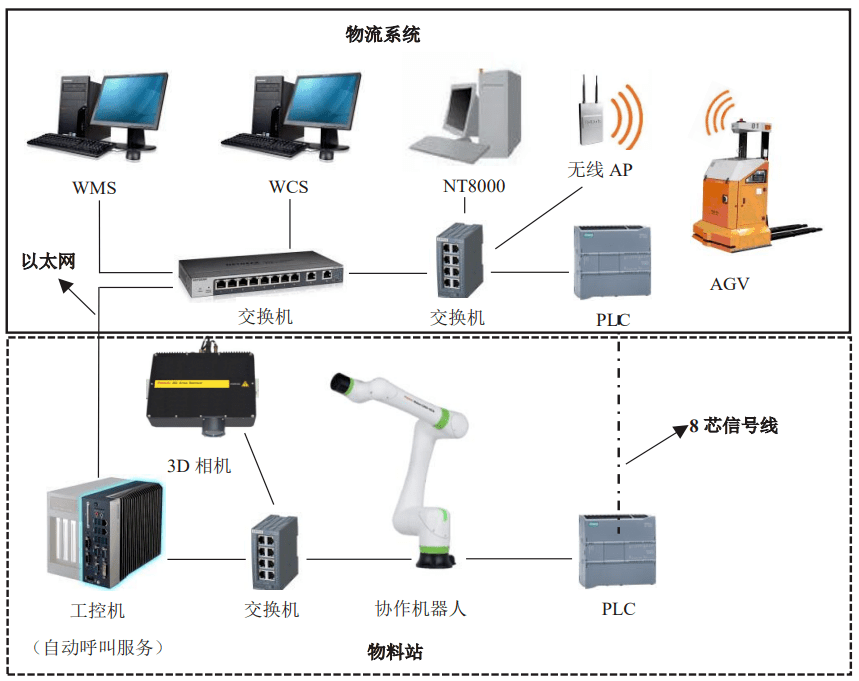
根据人工呼叫模式下堆垛机、输送机、AGV等物流设备历史任务时间统计,该包装机组操作人员从WMS发起空托盘回收任务到AGV取走托盘大约耗时5min,操作人员发起实托盘出库任务到AGV将实托盘送达包装机组大约耗时10min,一共约需要15min(以上时间基于物流设备正常工作状态下统计,如遇集中出库、交接班等情况,该时间会更长)。但裁切系统一共能够缓存大约13摞商标纸,按照ZB47包装机组550 包/min的生产速度,裁切系统缓存的商标纸数量无法满足包装机组的正常运行,因此如图1所示,在物料站中增加缓存平台,该缓存平台可以缓存9摞商标纸。
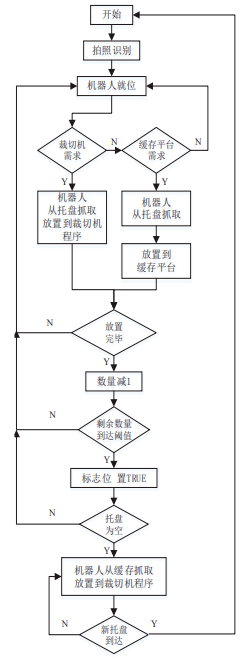
物料站控制系统采用西门子S7-1215C PLC[14]做为控制器,在PLC程序中新增缓存处理程序及计数程序。如图4所示,新托盘到达后,物料站控制系统接收3D识别装置反馈的托盘上商标纸摞数量,当裁切机无需求且缓存平台有空间时,协作机器人向缓存平台放置商标纸备用,机器人向裁切机或缓存平台执行一个抓取、放置动作后,商标纸摞数量减1,机器人因安全扫描仪遮挡或抓取隔板导致任务中断需要3D识别重新拍照后,接收新的商标纸摞数量。该数量与托盘回收的阈值进行比较,当数量到达阈值时,判断托盘需要回收,将相应标志位置True,等待AGV取走托盘,等待期间将继续抓取托盘上剩余的商标纸,待托盘上商标纸抓取完毕后,抓取缓存平台的商标纸,当新托盘到达后再次执行循环。
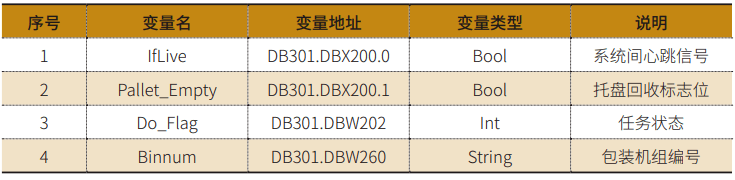
自动呼叫服务利用C#语言开发设计,安装在物料站工控机上自动运行,该服务程序通过开源通讯程序库Snap7与物料站控制系统的S7-1215 PLC实时通讯,交互数据如表2所示。
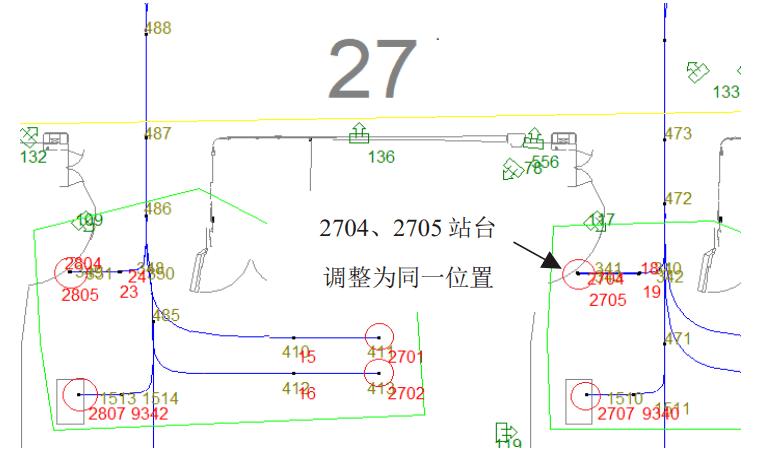
从托盘出库流程中可以看出,对同一个站台而言,只有AGV将空托盘叉取并向前运行一段距离后,向WCS更新任务状态,WMS上相应站台为空后才能呼叫新托盘。为提高托盘供给的及时性,如图5所示,在WMS中为27号ZB47包装机组设置两个商标纸站台,编号为ZB2703和ZB2704。同时在AGV路径系统中将ZB2703和ZB2704对应的2704和2705两个AGV站台的位置调整到物料站内指定的同一位置上,如图6所示。当一个站台成功发起空托盘回收任务后,另一个站台可以立刻发起实托盘出库任务,提高响应速度。
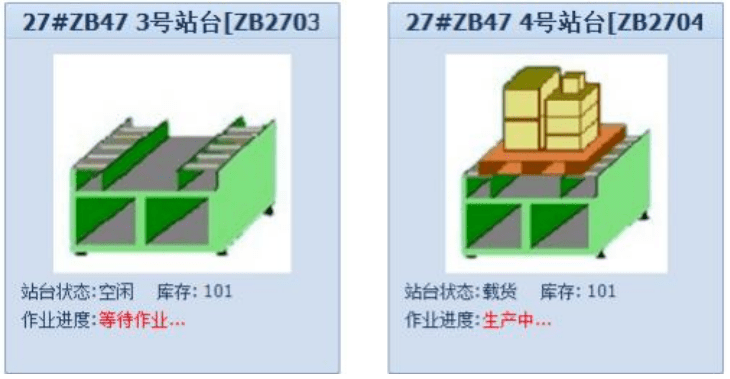
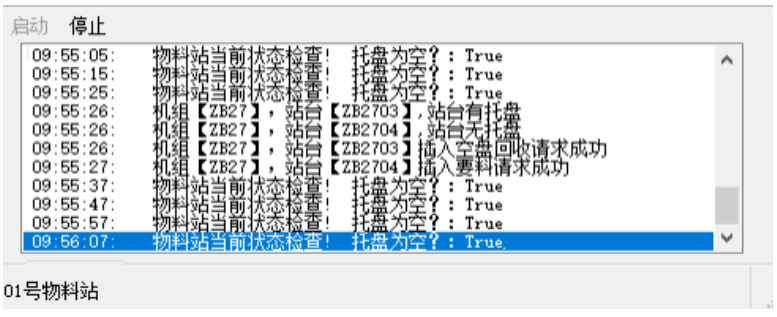
自动呼叫服务的主要工作流程为,自动呼叫服务读取到物料站中Pallet_Empty变量为True后,判断该机组对应的ZB2703和ZB2704两个站台的状态,当这两个站台满足一个有托盘信息,一个没有托盘信息时,则对存在托盘信息的站台发起回收空托盘申请,成功后,对另一个站台发起实托盘出库请求。自动呼叫服务做为WMS系统的客户端程序,能够准确的通过判断出的物料站相关状态向WMS发起回收空托盘、呼叫实托盘、余料返库等请求。图7为自动呼叫服务成功发起ZB2703站台的空托盘回收任务和ZB2704站台的实托盘出库任务。
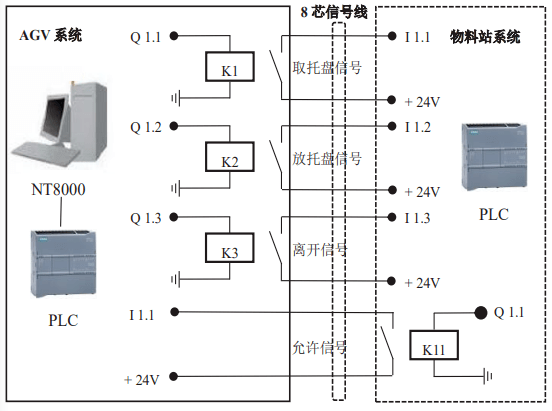
NT8000系统负责AGV系统的车辆调度、任务分配、流程处理,如图8所示,NT8000与AGV系统西门子S7-1215C PLC以OPC方式进行通讯连接,AGV系统PLC与物料站PLC以8芯信号线的方式建立硬件连锁关系,对取托盘、放托盘、AGV离开物料站、允许AGV进入4组信号进行交互,完成空托盘回收、实托盘卸货、余料返库等商标纸托盘处理流程。
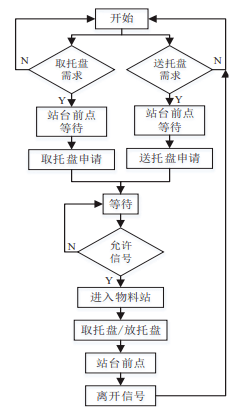
如图9所示,NT8000收到WCS下发的取托盘需求(包括回收空托盘和余料返库)后,安排空闲AGV到达站台前点等待,同时向物料站PLC发起取托盘申请,收到允许信号后,进入物料站叉取托盘,叉取托盘并运行至站台前点后向物料站PLC发送离开信号,物料站可以继续执行动作;NT8000收到送托盘需求后,安排空闲AGV从输送机叉取托盘运送至站台前点等待,同时向物料站PLC发起送托盘申请,收到允许信号后,进入物料站卸下托盘,运行至站台前点后向物料站PLC发送离开信号,物料站可以继续执行动作。
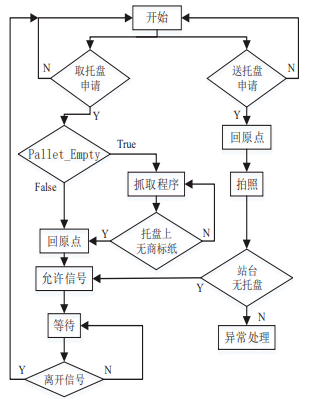
如图10所示,物料站收到NT8000的取托盘申请后,判断Pallet_Empty变量状态,如果为False,则判断该任务为余料返库任务,物料站控制管理系统向协作机器人下发回原点指令,待协作机器人返回原点后,向NT8000发送允许信号,收到NT8000的离开信号后,物料站继续执行动作;当Pallet_Empty变量为True,则判断该任务为空托盘回收任务,物料站判断当前托盘上商标纸摞数量是否为0,待商标纸摞数量为0后,向协作机器人下发回原点指令,待协作机器人返回原点后,向NT8000发送允许信号,收到NT8000的离开信号后,物料站继续执行动作;物料站收到NT8000的送托盘申请后,向协作机器人下发回原点指令,待协作机器人返回原点后,向3D识别装置发送拍照指令,判断站台处是否没有托盘,满足上述条件后,向NT8000发送允许信号,收到NT8000的离开信号后,物料站继续执行动作。
为验证自动呼叫系统的实际应用效果,在卷包车间27号ZB47包装机组物料站上进行自动运行试验。图11为AGV进入物料站运送实托盘的工作情况。系统每班次大约完成1-2次自动呼叫服务,系统使用过程中运转平稳,工作安全可靠,AGV、物料站各工序协调通畅,减轻了操作人员的工作负担。
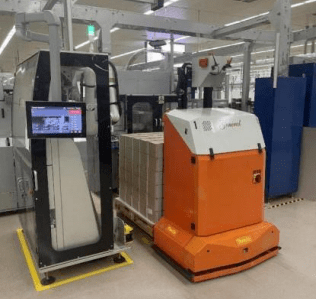
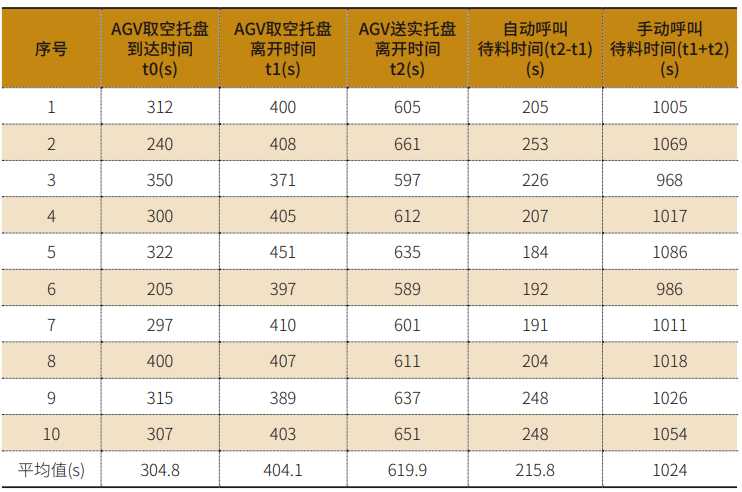
表3为当托盘上剩余商标纸摞数量阈值为5时,系统运行过程中根据历史任务时间统计的自动呼叫系统各阶段耗时及待料时间统计。其中AGV取空托盘到达时间表示Pallet_Empty变量为True开始(设该时刻为T0)到AGV到达站台前发出取托盘申请的时间(设该时间段为t0);AGV取空托盘离开时间表示T0到AGV等待托盘上商标纸抓取完毕及叉取托盘后到达站台前点并发出AGV离开信号的时间(设该时间段为t1);AGV送实托盘时间为T0到AGV将实托盘放置到物料站后到达站台前点并发出AGV离开信号的时间(设该时间段为t2)。采用人工呼叫模式时,待料时间为t1+t2;采用自动呼叫系统时,待料时间为t2-t1。从试验数据可以看出,采用自动呼叫系统时,待料时间相较手动呼叫待料时间显著缩短。
ZB47包装机组商标纸物料站自动呼叫系统提高了物料站商标纸供应全流程的自动化水平,该系统最重要的包含自动呼叫服务、NT8000程序及物料站程序,通过各服务及程序间的信息共享,加强了AGV与物料站系统的深度融合。通过自动呼叫系统的使用,缩短了包装机组待料时间,减轻了操作人员的劳动强度。
[4]上海烟草机械有限责任公司 编. ZB47包装机商标纸物料站使用说明.